扁絲使用說明
尊敬的顧客:
您好,河南大成包裝材料有限公司是國內(nèi)的扁絲供應(yīng)商,所產(chǎn)扁絲經(jīng)過第三方SGS檢測認(rèn)證。公司采用環(huán)保電鍍生產(chǎn)工藝,能生產(chǎn)各種型號尺寸扁絲,產(chǎn)品質(zhì)量過硬,獲得市場一直好評。鍍鋅、鍍銅扁絲具有防銹、防蝕周期長的特性,特別是大盤扁絲適用各種全自動高速釘糊一體機(jī)。為了讓貴公司在使用扁絲過程中更順暢,生產(chǎn)更平穩(wěn),穩(wěn)定產(chǎn)品質(zhì)量,現(xiàn)初步提供了一份扁絲使用說明,希望能為您提供一些幫助,敬請閱覽。
一、扁絲型號尺寸說明
目前國內(nèi)釘箱機(jī)(國產(chǎn)+進(jìn)口)大體上分為手動、半自動、全自動三種,因各釘箱機(jī)廠家設(shè)計尺寸不一樣,導(dǎo)致所使用的扁絲型號差異很大,不但給釘箱機(jī)使用者帶來麻煩,同樣給扁絲生產(chǎn)者帶來很多不便。但隨著釘箱機(jī)設(shè)計制造水平的提升,未來使用通用型號扁絲和大盤扁絲是發(fā)展趨勢。現(xiàn)將一般扁絲型號尺寸說明如下:
1、手動釘箱機(jī),半自動釘箱機(jī)一般使用16#、17#、18#扁絲,相應(yīng)尺寸為:
16#扁絲:寬度2.10mm,厚度0.75mm;
17#扁絲:寬度1.95mm,厚度0.75mm;
18#扁絲:寬度1.75mm,厚度0.75mm。
2、手動釘箱機(jī),半自動釘箱機(jī)在北方省份還有一種介于17#與18#之間的扁絲,相應(yīng)尺寸為:寬度1.90mm,厚度0.75mm。
3、全自動釘糊一體機(jī)使用特殊型號扁絲,相應(yīng)扁絲尺寸一般為:
寬度1.95mm,厚度0.68mm;不能高于:寬度2.0mm,厚度0.7mm。
4、可以根據(jù)客戶要求定做各種型號尺寸的扁絲。
二、釘箱機(jī)常見問題及解決辦法
扁絲在表面光滑、尺寸與設(shè)備配比標(biāo)準(zhǔn)的前提下,釘箱機(jī)容易出現(xiàn)的問題及解決辦法如下:
問題1:①成型塊彈簧張力不夠引起下釘處缺釘;②紙板太厚,與釘機(jī)機(jī)頭尺寸不匹配,兩個轉(zhuǎn)彎太小引起打破面紙問題。
問題1解決辦法:①更換或調(diào)整成型塊及壓簧;②調(diào)整船型底座或更換沖頭;加壓板預(yù)壓面紙或加防爆器。
問題2:叉刀不快、磨損嚴(yán)重,送絲與沖頭不在一條直線,折彎時容易變形沖斷扁絲;送絲不到位都會引起斷釘、缺釘問題。
問題2解決辦法:更換或調(diào)整成型塊及壓簧。
問題3:①叉刀和斷絲刀刀口磨損會出現(xiàn)切線口不好;底模不在中央會導(dǎo)致紙箱釘孔大。
問題3解決辦法:①更換或維修切線刀;②調(diào)整底模到中央位置。
問題4:送絲長度不夠,纏絲;
問題4解決辦法:先檢查擋線塊,如果正常,送絲不夠需要更換或調(diào)整送絲輪;如果送絲輪正常依然會有纏絲現(xiàn)象,調(diào)整擋線塊位置。
問題5:卡釘(伺服馬達(dá)報警)
問題5解決辦法:①清理維護(hù)沖頭、眼鏡膜、釘頭內(nèi)腔;②如果扁絲尺寸超過設(shè)備送絲道寬度、有接頭也會出現(xiàn)卡釘,需更換符合設(shè)備送絲道尺寸的扁絲。
備注:請客戶常備一把千分尺,便于測量扁絲尺寸。
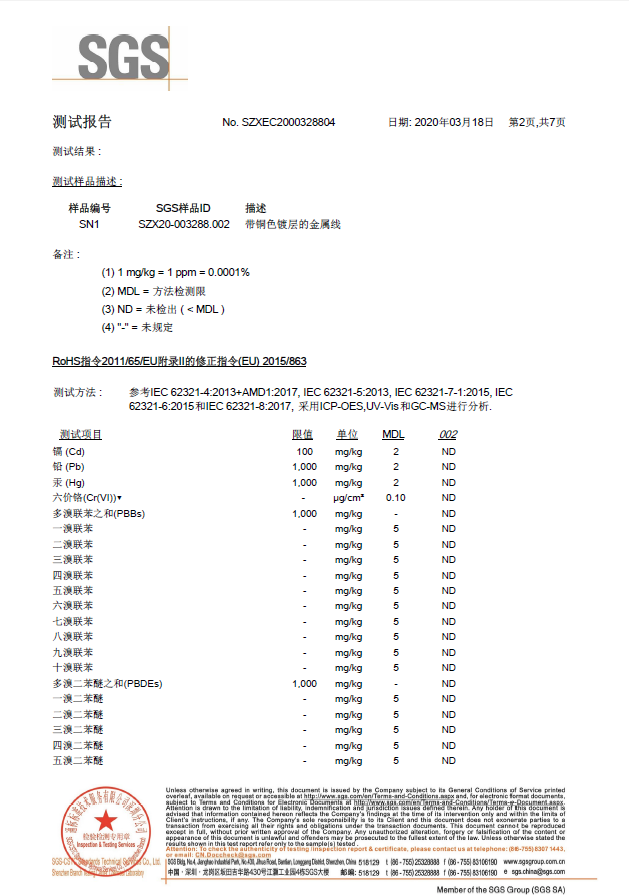
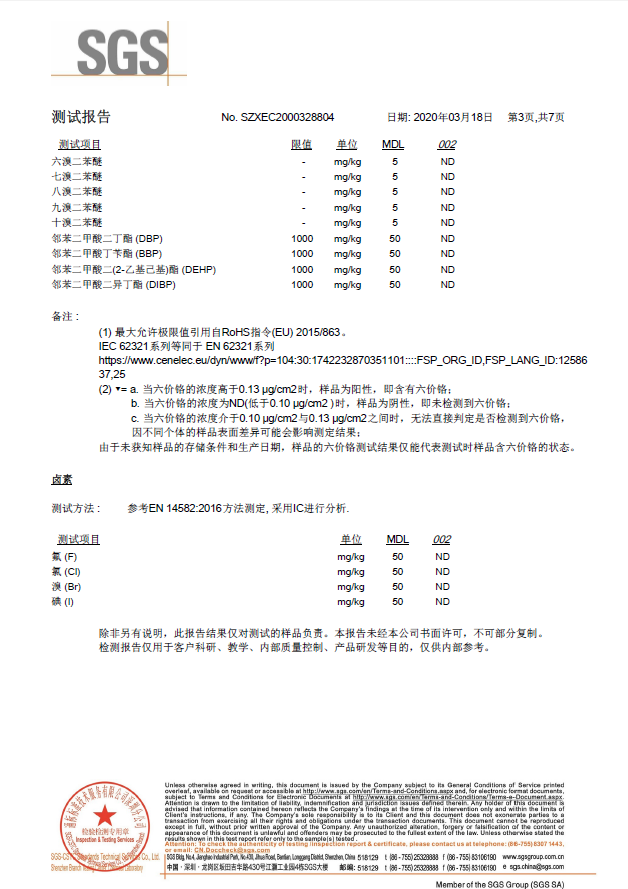
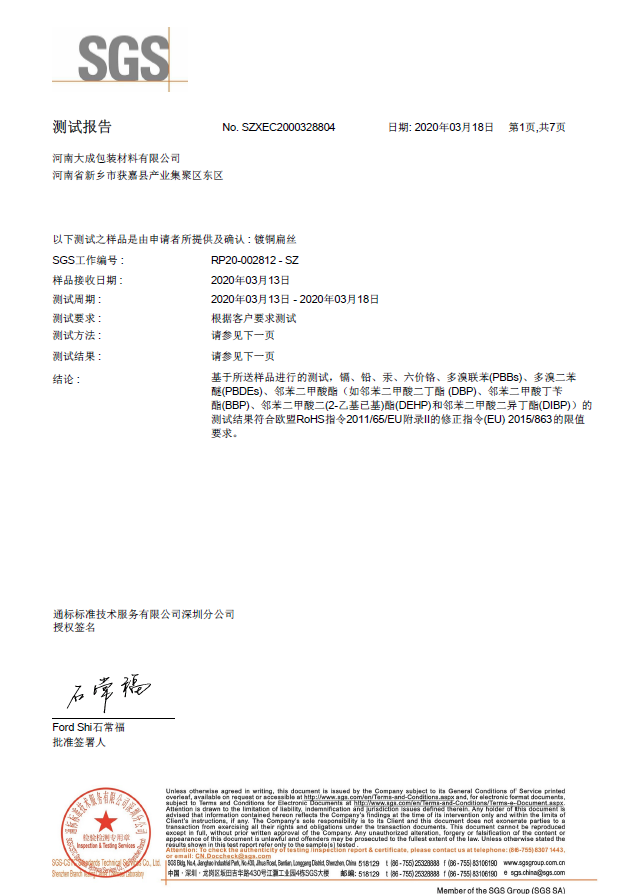
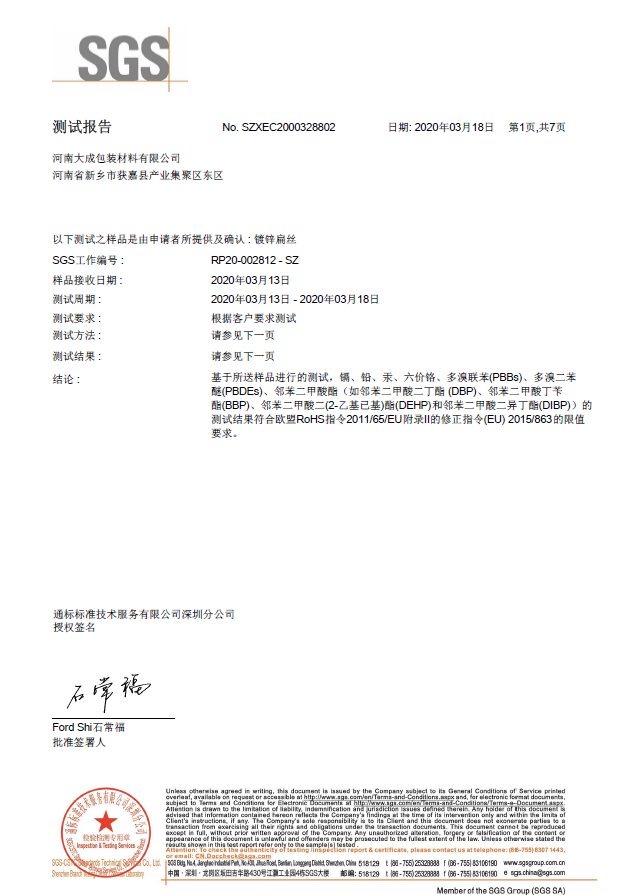
三、質(zhì)量檢測報告
1、鍍鋅扁絲SGS檢測報告
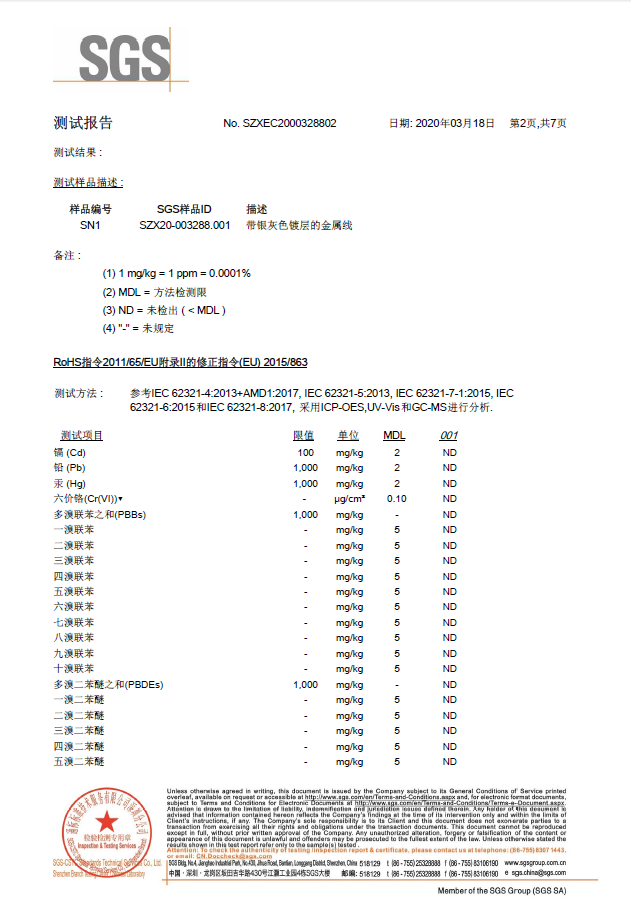

2、鍍銅扁絲SGS檢測報告